Se trata de un Proyecto de reconversión de los secaderos de jamones y embutidos de la Planta industrializadora de esta Empresa, con objeto de mejorar la eficiencia energética del sistema frigorífico.
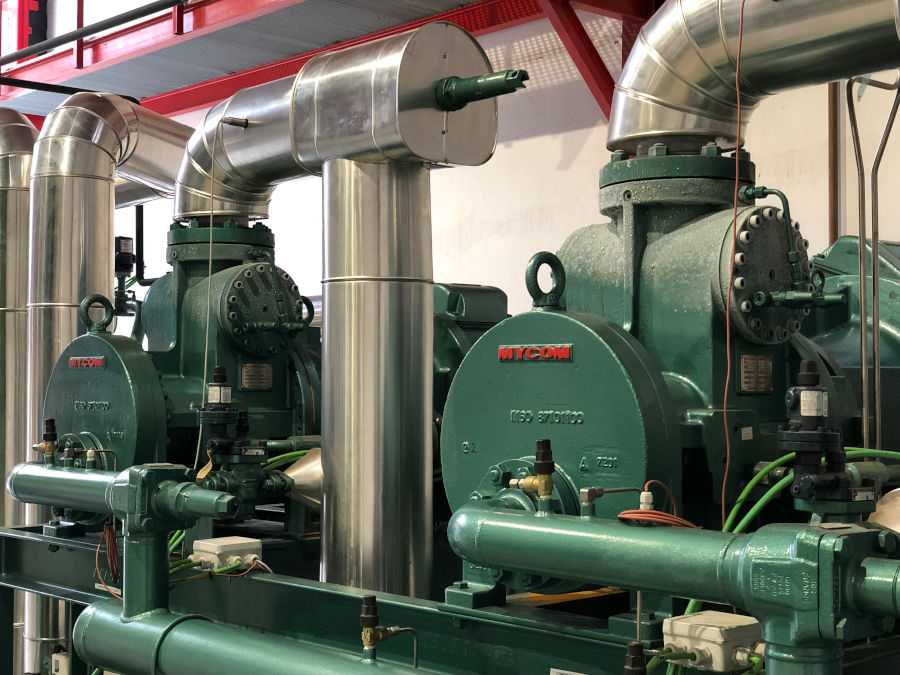
Para ello nuestra Oficina Técnica propuso una planta frigorífica de amoníaco / glicol con compresores de tornillo y motores de imanes permanentes controlados por variadores de frecuencia para obtener el mejor resultado en cuanto a consumo energético.
Producimos glicol frío a -8ºC y glicol caliente a +32ºC para dar solución a los diferentes estados por los que pasa el producto durante el proceso de maduración y secado, post-salado, secado y estufaje.
Todo el proceso está automatizado y se controla desde un puesto central, mediante software escada, realizado íntegramente desde nuestro departamento de Automatización.